a water softener
Popular on the whole site
- Effective Contaminant Removal RO systems are highly efficient at removing up to 99% of contaminants, including lead, arsenic, nitrates, and other hazardous substances.
One of the distinctive features of moulded gratings is their slip-resistant surface. This is particularly important in workplaces where safety is a primary concern. The textured surface of moulded gratings provides excellent traction, significantly reducing the risk of slips and falls. This characteristic also makes them suitable for outdoor applications, including parks and recreational areas, where safety is paramount for public use.
- Safety Many FRP gratings have built-in slip-resistant features, enhancing safety in workplace environments.
2. Tank Design The complexity of the design can also influence the price. Tanks designed for specific applications, such as those with extra reinforcements for high-pressure environments or additional features like access hatches or monitoring equipment, will typically cost more.
frp underground water storage tanks price

Several factors can influence the pricing of fiberglass rebar. These include the manufacturer, the specifications of the rebar (such as diameter and tensile strength), and the market demand for construction materials. Notably, fluctuations in the prices of raw materials used to produce fiberglass can also affect costs. Buyers should research suppliers and consider bulk purchasing options, which may offer discounts.
Popular articles
- 1
3. Size and Dimensions Customization plays a pivotal role in pricing. Standard sizes may be more affordable due to economies of scale, while custom dimensions can lead to higher costs. Buyers need to specify the lengths, widths, and thicknesses required to get accurate quotes.
frp grating price list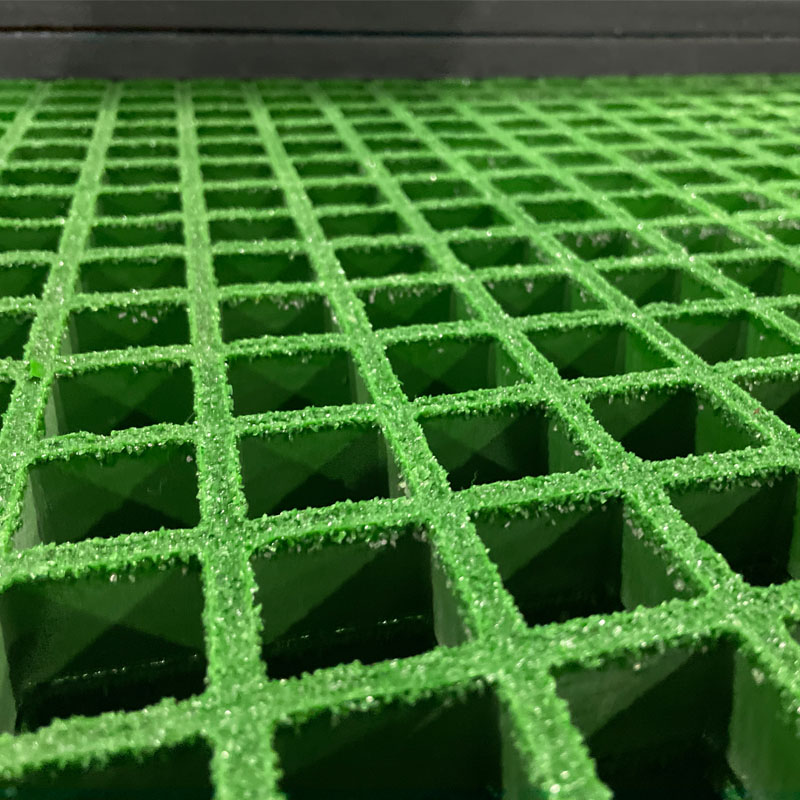
- 2
Corrosion is one of the primary challenges faced by bridge infrastructure, particularly in regions subject to harsh weather conditions or exposure to de-icing salts. Traditional materials, especially steel, are highly susceptible to rust, leading to costly maintenance and repairs. FRP materials, however, exhibit outstanding resistance to corrosion and chemical attack. By utilizing FRP bridge deck panels, engineers can significantly extend the life of a bridge and reduce long-term maintenance costs. This characteristic is especially beneficial in coastal areas or locations where infrastructure is frequently exposed to de-icing salts.
frp bridge deck panels
- 3
The Advantages of GRP Insulated Water Tanks
- 4
3. Customizable Designs GRP water tanks can be manufactured in a variety of shapes and sizes to meet specific requirements. Whether for a residential home or a large industrial facility, these tanks can be tailored to fit the available space while ensuring optimal capacity.
- 5
- Residential Water Treatment Systems Many homeowners opt for FRP softener vessels in their water softening systems due to their efficiency and reliability.
- 6
5. Faucet The system is equipped with a dedicated faucet that dispenses purified water, separate from regular tap water.
- 7
Moreover, safety is a paramount concern for any walkway, and FRP excels in this aspect as well. The material can be engineered to include slip-resistant surfaces, enhancing pedestrian safety even in wet or slippery conditions. This feature is critical in locations such as bridges, parks, and recreational areas, where user safety is a top priority.
- 8
FRP Floor Grating A Durable Solution for Modern Construction
- 9
Whole House Water Filter and Softener A Comprehensive Solution for Clean and Safe Water
- 10
FRP grating is known for its exceptional strength-to-weight ratio, corrosion resistance, and durability. Unlike conventional materials like steel and wood, FRP is immune to rust and rot, making it an ideal choice for environments exposed to chemicals, saltwater, and other degrading agents. Its lightweight nature not only facilitates easier transport and installation but also allows for reduced structural support requirements, which can lead to significant cost savings in construction and maintenance.
Links
-
Function: The expeller and expeller rings work together to reduce the pressure and minimize leakage from the pump.
-
- Most slurry pump manufacturers provide selection charts that correlate slurry characteristics and operating conditions with suitable pump models.
-
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.
-
Efficient pump operation is critical for many industrial processes, and the maintenance of pump wear parts plays a vital role in ensuring reliability and reducing downtime. Properly managing the replacement cycle of components is essential for maintaining optimal pump performance. This article explores how to determine the best replacement cycle for these critical components, focusing on wear assessment, runtime tracking, and performance monitoring.
-
Maintenance of sewage pump impellers is also vital for ensuring their longevity and functionality. Regular inspection can help identify wear or damage, and timely replacement of worn-out impellers can prevent pump failures and costly repairs. Moreover, keeping the impeller clean from debris buildup ensures optimal performance.
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
5. Seals
-
Function: The backplate provides structural support and helps in mounting the pump.
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
-
- Many manufacturers offer software tools that automate the pump selection process.
-
-
- If needed, consult with industry experts or engineers to validate your selection and ensure optimal performance.
-
a. Material Compatibility:
-
Materials: High-chrome iron, ductile iron, and stainless steel are commonly used materials.
-
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
-
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
1. Impeller
-
Understanding the Role of Propeller Pumps in Various Applications
-
b. NPSH (Net Positive Suction Head):
-
-
-
-
- Reach out to the pump manufacturer’s technical support team for assistance in confirming your selection.
-
-
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
-
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
-
In summary, the volute is a critical component of centrifugal pumps that significantly influences their efficiency and performance. Its design and construction must be meticulously considered to ensure optimal flow characteristics and pressure generation. By effectively harnessing the kinetic energy of the fluid, the volute plays a central role in the successful operation of centrifugal pumps, making it a fundamental element in fluid transport systems across various industries. Understanding its importance aids in designing better pumps that meet the demanding requirements of modern applications.
-
-
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
-
Understanding the Role of Propeller Pumps in Various Applications
-
-
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
-
5. Seals
-
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
-
Types:
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
- Concentration: Measure the percentage of solids by weight or volume in the slurry.
-
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
In the world of fluid handling, the choice between a vertical inline pump and a centrifugal pump can significantly impact system efficiency, maintenance, and overall performance. Both types of pumps are widely used in various industries, but they have distinct characteristics that make them suitable for different applications.
-
Wear Factors: Bearings can wear out due to the mechanical loads and need periodic lubrication and replacement.
-
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
-
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire